1948 FLEET MASTER CONVERTIBLE
74年前のクルマですが、快適仕様へ
アップデートする作業を進めてまして
MUSTANGⅡ化すると、アッパーアームの
位置がオリジナルフレーム時よりも
取り付けが高い位置に変わってくるので、

これまでと同じ長さのハイドロシリンダーを使用しても
インナーフェンダーにとても近くなり、フィッティングや
ホースを取り付けるスペースがなくなってしまったので
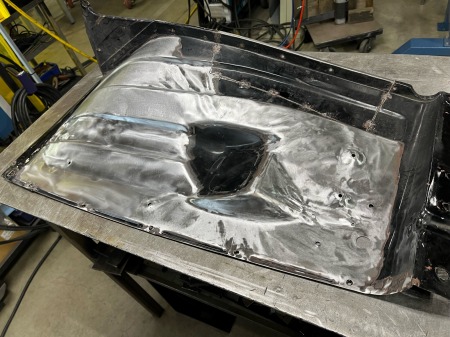
インナーフェンダーにシリンダーをよける凹みを作る
加工に進みまして、助手席側にだけ
フレッシュエアーを取り込む接続口がプレスされており

その形状がちょうどシリンダーをよけてくれて
都合がよいのですが、違う用途の形状なので
見た目がカッコよくないのと、運転席側は検証したら

タイヤハウス側はハイドロシリンダーが当たるのと
エンジンルーム側は、パワステポンプのプーリーが
インナーフェンダーに当たることが解ったので
外側も、内側も当たりますの刑になりまして、、、、、
オリジナルのインナーフェンダーには凹みが
ない形状のところに、外側も内側もかわせる

へこみの形状を作らないといけなくなりまして
左右のインナーフェンダーが形状が違うと
違和感が出るので、対象のデザインで設計

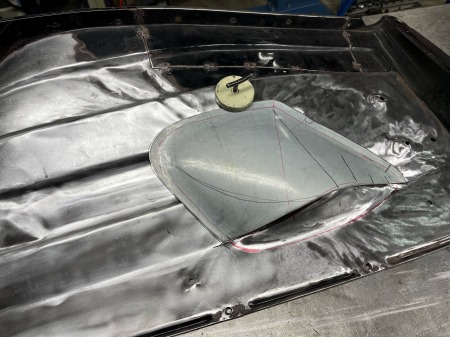
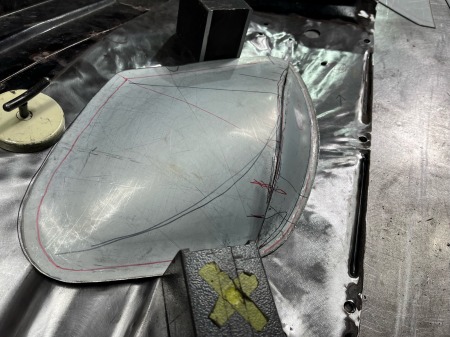
もともとへこみがあった助手席側は、
凹み部分を切開する位置をケガキ
それに合わせてし、新しい凹みを成型

鉄板を切り出してイングリッシュウィールで
アールをつけてたピースと、
逆アールをつけたピースを作っていき、

それぞれの断面と高さがピタリと合って
インナーフェンダーとの接地面もぴったり
合うように3次元曲面の球体を成型しまして

成型した凹みをインナーフェンダーに取り付けた
形状と位置をトレーシングペーパーで型紙をとり
型紙を裏返して、運転席側に合わせると

運転席側のへこみを作る位置と形状が
左右対称で写しだすことが出来るので
位置のケガキを入れたら、イングリッシュウィールで

成型すると同じ凹みになる鉄板の型紙を
成型前のサイズで切り出して
助手席側と同様に2ピースで成型していきます

薄い鉄板なので、2ピースを接合するときや
インナーフェンダーに接合するときの
溶接の熱で歪みが出てしまわないよう
溶接時に隙間を埋めるための肉盛りで
余計に熱を入れなくて済むように
2ピースの合わせの断面や、インナーフェンダーとの

接地面をピタピタに合わせて、出来るだけ
溶接の時間を減らすようにしておき
16~20A程度の電流で、スイッチを押す時間は

0.5秒以内という、超低電流、超短時間の点付けを
繰り返して全周の溶接を進めていきます
凹み部分は熱歪みが出ずらい様に溶接時は

インナーフェンダーに固定した状態で溶接し
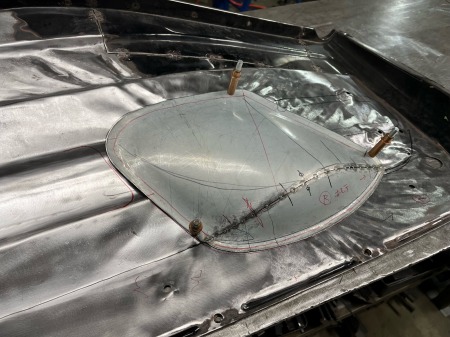
2ピースの接合を終えたら、インナーフェンダーから
取り外して溶接跡の仕上げと、歪み取りをして

再びインナーフェンダーに取り付けて
確認しながら、接地面に出た歪みも修正
運転席側、助手席側ともに、成型した凹み部分が

インナーフェンダーにぴったり合うように
溶接の熱歪みを修正したら
クレコピンで固定し、次はインナーフェンダーに
成型した凹み部分の溶接していきます

2ピースで作った凹み部分の接合より
遥かに溶接する部分が大きいので
熱歪み対策と、歪み取りがタイヘンそうです